MD350 is het mogelijk, als alle omstandigheden perfect
zijn, langdurig werkstukken te vervaardigen met een grote
nauwkeurigheid.
VOOR DE BEGINNENDE DRAAIER
Bij het draaien kunnen grote krachten op bepaalde onder-
delen worden ontwikkeld. Bij niet correct gebruik kunnen
deze onderdelen beschadigd of vervormd worden en veel
sneller gaan slijten, ook al zijn ze nog zo deskundig en
zorgzaam ontworpen en gemaakt. Hierdoor zal de nauw-
keurigheid van het apparaat sterk afnemen, hetgeen di-
rect van invloed is op de kwaliteit en precisie van uw werk-
stukken. Het is dus belangrijk dat het apparaat op deskun-
dige wijze wordt bediend. Aangeraden wordt, als u geen
ervaren draaier bent, te beginnen met eenvoudige werk-
stukken en de verschillende mogelijkheden van de draai-
bank uit te proberen met proefwerkstukjes. Het is leer-
zaam te gaan kijken bij ervaren draaiers, want een vol-
leerd draaier wordt u niet zo-maar! Om teleurstelling te
voorkomen zult u zich de basisprincipes van het draaien
eigen moeten maken. Draaien is niet voor niets een vak.
Over metaalbewerken en -draaien is in bibliotheken en
boekwinkels vaak wel naslagwerk te vinden. Bovendien
zijn er modelbouwtijdschriften die regelmatig over dit on-
derwerp schrijven. Nog beter is het als u in het bezit kunt
komen van een, desnoods verouderd, technisch studie-
boek. Hierin staan naast de algemene principes van het
draaien veel wetenswaardigheden en handige overzich-
ten van problemen met mogelijke oorzaken en oplossin-
gen.
WERKING VAN DE MACHINE
Voor een goed begrip van de werking van de machine is
deze gemakshalve te verdelen in een aantal hoofdgroe-
pen en componenten ieder met een speciale functie. Zie
fig.1.
HET MACHINEBED
Het machinebed verbindt al deze onderdelen en heeft
daarnaast ook nog andere belangrijke functies. Het bed
(3) is vervaardigd van hoogwaardig grijs gietijzer en voor-
zien van diverse aangegoten dwarsverstijvingen. Door
het ontwerp en de toegepaste materiaalsoort worden tril-
lingen beter geabsorbeerd en is vervormingen door belas-
ting minimaal. Het bed is voorzien van twee zeer precies
geslepen glijvlakken voor de geleiding van support en los-
se kop. Deze geleidingen, één prismatische en één vlak-
ke, zorgen voor handhaving van de centerlijn (4). Zie fig.2.
DE MOTOR
De aangebouwde wisselstroommotor is een koolborstel-
loze 1-fase kooiankermotor met startcondensator. De
motor is onderhoudsvrij en behoeft geen speciale behan-
deling. Door middel van V-riemen en meervoudige riem-
schijven, de poelies, wordt de beweging van de motor
overgebracht naar de hoofdspil.
DE VASTE KOP
De gegoten vaste kop (1) is met een prismageleiding en
twee spanplaten bevestigd op het bed. Aan de achterkant
zit een olieaftapmoer. Het deksel is verwijderbaar voor in-
spectie en voor het aanbrengen van olie. Onderin de kop
bevindt zich een stelsel van draaiende assen en tandwie-
len. Door deze tandwielen wordt de snelheid van de
hoofdspil vertraagd en overgebracht naar een dubbele,
coaxiale uitgangsas. Op deze as bevinden zich het aan-
drijftandwiel voor de aanzet en het aandrijftandwiel voor
het draadsnijden, zie fig.3. In de kop zit het meest belang-
rijke onderdeel van de machine, de hoofdspil (2).
Deze is draaibaar bevestigd met twee conische rollagers
in een O-opstelling. Alle draaiende delen in de kop worden
gesmeerd door middel van een oliebad. Het niveau hier-
van is afleesbaar in het venster aan de voorzijde. De hood-
spil is voorzien van een doorgaande boring met aan de
rechterkant een bevestigingsflens en een morseconus,
voor resp. de klauwplaten en het center.
HET SUPPORT
Aan de glijvlakken op het bed is het support (5) bevestigd
dat zorgt voor het gecontroleerd geleiden van gereed-
schap langs het werkstuk. Het support bestaat ten eerste
uit een langsslede met slotkast. Deze slede ligt direct op
het bed en dient voor verplaatsing in de lengterichting. De-
ze verplaatsing kan met hand of automatisch door de
transporteur/aanzetas (6) geschieden. In het laatste ge-
val moet de slotmoer in de slotkast worden gesloten. Op
de langsslede is een tweede slede aangebracht die voor
de beitelverplaatsing in dwarsrichting zorgt. Door middel
van een spindel met volgmoer kan deze slede worden ver-
plaatst of ingesteld. Op de dwarsslede is een draaiplaat
aangebracht. Hiermee kan de bovenslede of beitelslede
onder een hoek worden ingesteld. De derde en bovenste
slede, de beitelslede, kan in elke gewenste richting over
een afstand van 70 mm verplaatst worden en volgt elke
beweging van alle onderliggende sleden alsmede de
draaiplaat. Bovenop de beitelslede is een beitelhouder
aangebracht. Hierin kan gereedschap worden ingespan-
nen tot een punthoogte van maximaal 15 mm, de verticale
afstand tot de centerlijn. De beitelhouder heeft een 4-vou-
dige opname en heeft een indexeringspen met 4 klikpun-
ten. Hierdoor kan snel van beitel gewisseld worden zon-
der opnieuw in te hoeven stellen.
DE LOSSE KOP
Het eindpunt van de centerlijn wordt gevormd door de los-
se kop (8). De hartlijnen van de vast en losse kop liggen
precies in elkaars verlengde.
Afhankelijk van de lengte van het werkstuk kan de kop
over het bed worden verplaatst en worden vastgezet. Met
de schuifbus (7), waarin een center moet worden aange-
bracht, kan het werkstuk precies op de centerlijn gefixeerd
en draaibaar worden ingespannen. Bij terugdraaien van
de schuifbus, wordt het center automatisch losgedrukt.
Het lichaam van de kop is gedeeld. Het bovenste gedeelte
kan zijdelings versteld worden t.o.v. het bovenstuk d.m.v.
stelschroeven. Hierdoor kan een instelling naast de cen-
terlijn worden verkregen. Normale verplaatsingen in leng-
terichting hebben geen zijdelingse verstelling tot gevolg.
Ferm 25
Het spreekt vanzelf dat alle klembouten (3) stevig moeten
worden aangedraaid.
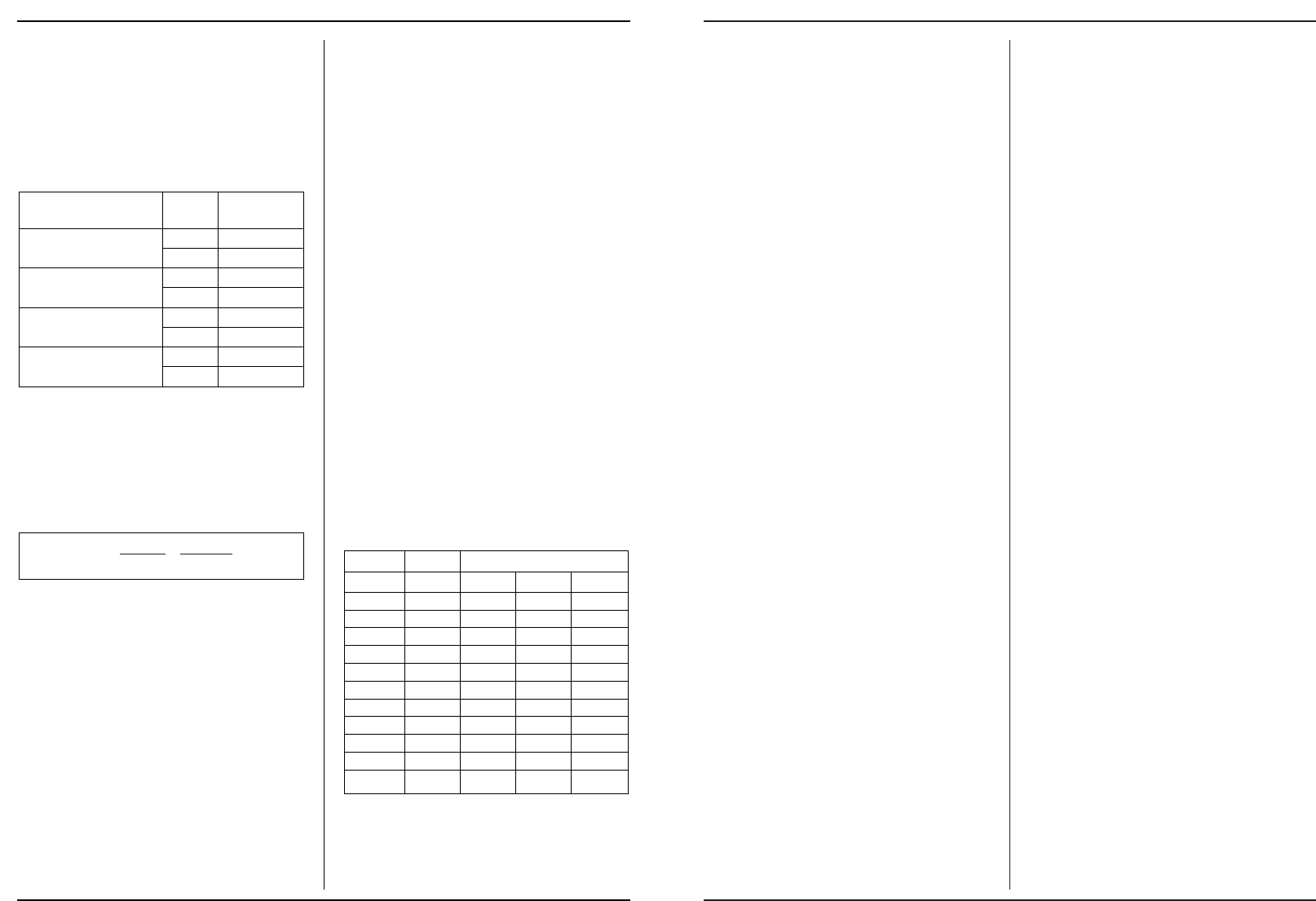
DRAAISNELHEID
Als de beitels zijn geslepen en gesteld, het werkstuk goed
is opgespannen, moet met de V-riemen de snelheid van
de hoofdspil worden ingesteld, zie fig.15 en 16. In onder-
staande tabel zijn enkele veel voorkomende verspanings-
snelheden gegeven voor verschillende beitel- en materi-
aalsoorten.
Met deze tabel kunt u zelf voor elke willekeurige diameter
de juiste snelheid kiezen. U hoeft alleen de gewenste
snelheid in de volgende formule in te vullen.
v = snijsnelheid in meters per minuut
d = diameter van het werkstuk in millimeters
n = toerental in toeren per minuut.
π = constante, nl. 3,14:
REKENVOORBEELDEN:
1. Een stuk rond zilverstaal van 100 mm moet worden af-
gedraaid met een HSS beitel. In de tabel is te vinden
dat zilverstaal dan moet worden afgedraaid met 32
m/min, v=32. 32.000 gedeeld door 100 geeft een toe-
rental van 320 tpm. We leggen riem 2 op de achterste
schijven van de tussen- en hoofdaspoelie.
2. Een staafje koper van 10 mm wordt gedraaid met een
HM-beitel. v=200 en daardoor komt n ver boven het
maximale toerental. Het hoogste toerental kan wor-
den ingesteld. Riem 2 wordt gelegd op de achterste
schijf van de motor- en hoofdaspoelie.
DRAADSNIJDEN
Met de MD-350 kan naast gewoon draaiwerk ook schroef-
draad worden gesneden. Hiervoor moeten speciale bei-
tels worden gebruikt. De techniek van draadsnijden is niet
eenvoudig. Bij draadsnijden moet om een juiste passing
te bereiken, zowel het draadprofiel zelf als de kern- en bui-
tendiameter heel nauwkeurig zijn. Veel draaiers gebrui-
ken daarom bestaande machinedraadsnijtappen. Draad-
snijplaten kunnen op dezelfde manier worden gebruikt,
echter moet daarvoor zelf een passende houder worden
gemaakt. Het snijden gebeurd met zeer lage toerentallen
(meestal 70 tpm) of desnoods door het cranken, met hand
ronddraaien van de hoofdas.
Voor inchdraad snijden is een afzonderlijk inch-tand-
wielset nodig welke niet standaard meegeleverd
wordt. Deze set is verkrijgbaar bij uw leverancier on-
der Art.nr. 330961.
De zich steeds herhalende afstand tussen twee vaste
punten van een schroefdraad wordt de draadspoed ge-
noemd. Bij het snijden moet altijd deze draadspoed wor-
den ingesteld. Dit gebeurt door het kiezen van een bepaal-
de wisselwielcombinatie op de schaar. In fig.17 is links
een enkele overbrenging voor draadsnijden weergege-
ven (een zogenaamd enkelwerk) en rechts een dubbele
overbrenging voor de automatische aanzet (zogenaamd
dubbelwerk). Hierdoor wordt het support over een bepaal-
de afstand verplaatst gedurende een omwenteling van de
hoofdas. In de vaste kop zijn standaard al twee vaste over-
brengingen ingebouwd, nl. 1 : 4 voor draadspoed en 1 : 40
voor aanzet, die het toerental bepalen van de coaxiale uit-
gangsas. Vanaf deze uitgang moet de eindoverbrenging
worden berekend. Voor dit berekenen bestaan formules,
maar voor het gemak zijn in onderstaande tabel de meest
gangbare draadspoedmaten alvast aangegeven. Alle
aangegeven wielen worden standaard bij de machine ge-
leverd! Het plaatsen en afstellen van de wisselwielen ge-
beurt door het verschuiven van de schaar en de tussen-
wielas en door het plaatsen van vulringen. De wisseltand-
wielenwielen op minimale speling instellen.
In de tabel - tweede kolom - staat bovendien hoe de aan-
zetgrootte d.m.v. dezelfde wisselwielen kan worden inge-
steld.